|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 2 Производство емкости2.1 Изготовление цилиндраПервым этапом производства цилиндрической емкости из листового пластика является сварка цилиндра, образующего стенки емкости. Для этого лист насильно сворачивается в трубу без какого-либо нагрева или применения растворителей, и его противоположные грани свариваются между собой. С учетом фактора сварки, лучше всего это делать методом стыковой сварки нагретым инструментом (рис.4). Оборудование для этого метода сварки – см. здесь.
При сворачивании пластикового листа важно не превысить максимально допустимой деформации, в противном случае в материале возникают зоны ползучести материала или трещины. Максимально допустимая деформация измеряется в процентах и позволяет рассчитать минимально допустимый радиус скругления для листа любой толщины. DVS 2205-1 рекомендует предельно допустимые значения деформации согласно табл.2. Таблица 2 Допустимая деформация различных материалов
2.2 Приварка днаДля приварки дна используют технологию сварки горячим воздухом (рис.5) или технологию экструзионной сварки (рис.6).
Оборудование для сварки горячим воздухом можно посмотреть здесь.
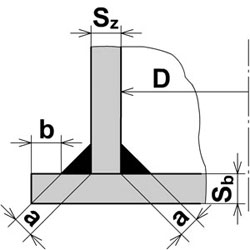
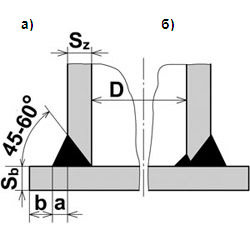
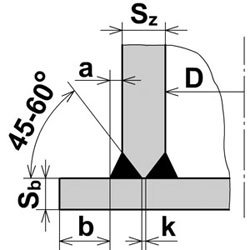
Дно приваривается одним из вариантов швов, показанных на рис.7-9. Величина b в каждом из вариантов зависит от того, планируется ли якорное крепление дна емкости к полу:
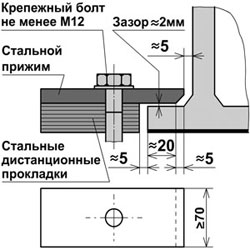
Якорное крепление дна емкости к полу выполняется с помощью стальных прижимов, как показано на рис.10.
|
||||||||||||||||||||||||||||||