|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
При использовании материалов – обязательна активная ссылка на www.adr-t.ru Емкости нестандартных форм и размеров широко применяются как в инженерных системах (отстойники, септики и пр.), так и в технологии различных производств. Такие емкости изготавливаются из пластиковых листов методом сварки, на основании технического задания (ТЗ) заказчика, которое должно содержать, как минимум, следующие данные:
При таком ТЗ в задачу подрядчика входит выбор материала, расчет оптимальной формы емкости, расчет необходимой толщины листов, сварка емкости. Понятно, что подрядчик кровно заинтересован в точном определении наименее материаллоемкой формы емкости, самого дешевого из подходящих материалов и минимально допустимой толщины листов. Наибольшее распространение получили емкости, имеющие форму вертикальных цилиндров. Это обусловлено не только высокой технологичностью их производства. Равномерное распределение напряжений растяжения и практически полное отсутствие других видов напряжений в материале готовых цилиндрических емкостей делает их наименее материалоемкими. А посему, попробуем облегчить задачу подрядчика по расчету и изготовлению именно вертикальных цилиндрических емкостей из пластиковых листов. 1 Расчет емкости1.1 Выбор материалаВыбор материала рекомендуем начать с отсева термопластов, по химической стойкости не подходящих к веществу, которое будет храниться в емкости. Таблица химической стойкости различных термопластов к различным химическим веществам приведена в Приложении 1 к этой Инструкции. Дальнейший выбор материала из оставшегося списка – процесс творческий и включает следующие последовательные шаги:
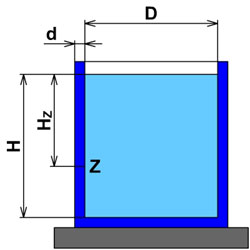
1.2 Определение напряжений в стенке емкостиДля расчета напряжений, возникающих в стенке емкости, будем считать, что емкость цилиндрическая, со стенкой одинаковой толщины, установлена на ровном и гладком горизонтальном основании, заполнена жидкостью (рис.1). Внутренний диаметр емкости D, толщина стенки d, жидкость налита до уровня H от основания емкости (рис.2).
Рассмотрим произвольную точку Z стенки емкости на глубине HZ от поверхности жидкости. Точный расчет на основе школьного курса физики показывает, что напряжение растяжения δz [н/мм2] в точке Z будет определяться по формуле:
ρ [кг/мм3] – плотность (удельная масса) заполняющего вещества;
Напряжение растяжения δZ [н/мм2] – тот самый критический параметр, который определят скорость постепенного растяжения пластикового листа в конкретной точке Z нашей емкости. Другими словами, напряжение δZ определяет долговечность материала емкости в точке Z.
Для обеспечения достаточной долговечности пластика в каждой произвольной точке X стенки емкости нам необходимо определить максимальное допустимое напряжение δMAX (п.1.3) для нашего конкретного пластика, соответствующее требуемому сроку эксплуатации емкости и предполагаемым температурным условиям эксплуатации емкости. И затем – в каждой произвольной точке X емкости обеспечить условие:
HX [мм] – уровень заполняющего вещества над нашей произвольной точкой X;
Если размеры емкости и количество жидкости в емкости заданы, то уменьшить напряжение в каждой произвольной точке X стенки емкости мы можем только за счет увеличения толщины стенки dX в этой точке. Для простоты иллюстрации этого утверждения допустим, что толщина стенки dX в любой точке X пренебрежимо мала по сравнению с диаметром емкости D. Преобразовав формулу {2} с учетом этого допущения, видим, что минимально допустимая толщина стенки dX в любой точке X пропорциональна уровню HX заполняющего вещества от этой точки:
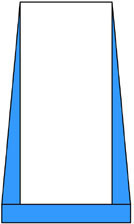
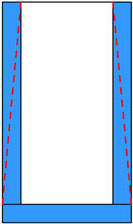
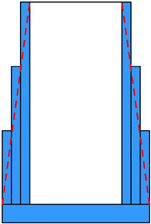
Таким образом, если пренебречь любыми воздействиями на емкость, кроме давления заполняющего вещества, то идеальная (с точки зрения экономии материала) емкость должна иметь стенки с толщиной, равномерно уменьшающейся кверху (рис.3а).
Как известно, листовые пластики поставляются в форме прямоугольных листов постоянной толщины. Поэтому на практике емкости изготавливаются со стенкой постоянной толщины (рис.3б) или со ступенчатой стенкой (рис.3в). Когда речь идет о большом уровне заполняющего вещества, изготовление ступенчатой стенки позволяет достичь существенной экономии материала. Теоретически, если цилиндрическая емкость с плоским дном установлена на плоскую гладкую поверхность, то давление заполняющего вещества не вызывает заметного напряжения в дне емкости, т.е. дно может иметь самую маленькую толщину. Расчет необходимой толщины дна с учетом напряжений, вызываемых неровностью основания и пр. факторами, является комплексной задачей и здесь не приводится. Расчет крышки емкости – также отдельная задача. |
||||||||||||||||||||||||||||