|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
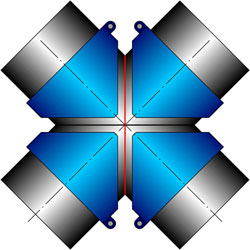
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 5 КрестовиныКомплект оснастки для производства крестовин состоит из таких же зажимов, как и для прямоугольных тройников, но не из трех, а из четырех (рис.20). На практике один четвертый зажим для крестовин и редукционные вкладыши к нему поставляются отдельной товарной позицией как дополнение к комплекту оснастки для производства прямоугольных тройников (рис.21).
Крестовина изготавливается из четырех одинаковых сегментов труб (рис. 15). Двумя первыми операциями изготавливают две одинаковых заготовки (рис. 17), заключительной операцией эти заготовки сваривают вместе (рис. 22 и 23).
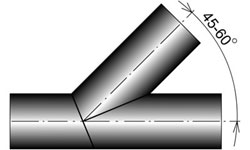
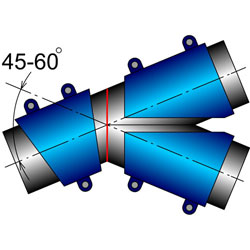
Как и при производстве прямоугольных тройников, после обрезки «уголка» сечения заготовок (рис.22) деформируются и отличаются от правильного эллипса. Однако в данном случае эта деформация не вносит неудобств, сечения совпадают друг с другом и не требуют использования распорок. 6 Y-тройникиОснастка, поставляемая к цеховой сварочной машине (рис.1) для производства Y-тройников с углом 45-60º (рис.24), включает два одинаковых зажима и комплекты редукционных вкладышей к ним (рис.25). Для выполнения последней операции по производству Y-тройника необходим также один трапецевидный хомут (рис.8), который входит в стандартную комплектацию цеховой сварочной машины.
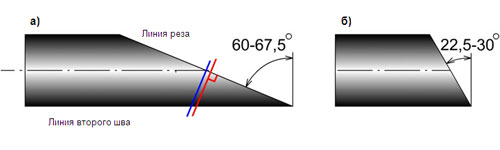
Для первой операции заготавливаются 2 одинаковых сегмента трубы с углом реза 60-67,5º (рис. 26а). Принимая во внимание, что после сварки первого шва острые углы сегментов будут отрезаны, из соображений экономии можно сегменты трубы заготавливать сразу без острого угла. Следует только учитывать, что от линии будущего второго шва необходимо оставить небольшой запас на торцовку.
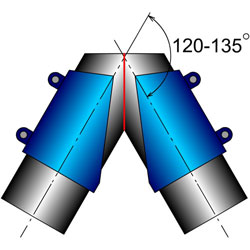
Первый шов варится с использованием зажимов, предназначенных только для Y-тройников (рис.25). Каждый из этих зажимов может поворачиваться на сварочной машине в диапазоне углов 7,5º. Одно из крайних положений зажимов позволяет сварить заготовки угловым швом 135º для производства Y-тройника 45º. Другое крайнее положение зажимов позволяет сварить заготовки угловым швом 120º для производства Y-тройника 60º (рис.27). Для второго шва подготавливается сегмент трубы с углом реза 22,5-30º (рис.26б). Этот сегмент крепится в трапецевидный хомут (рис.8), который поворачивается на угол 22,5-30º. На другую сторону сварочной машины устанавливаются оба зажима для Y-тройников, и в них крепится заготовка, полученная после первой операции (рис. 28). Таким образом сваривается второй (последний) шов Y-тройника.
Как и при производстве прямоугольных тройников, сечение первой сваренной детали здесь деформируется после обрезки «уголка», отличается от правильного эллипса и не совпадает с сечением последнего привариваемого патрубка. Для устранения несовпадения первое изделие при необходимости расклинивают изнутри распоркой, которую вынимают после выполнения сварки. |