|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
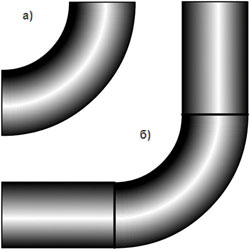
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 1 НазначениеВ принципе, производить соединительные детали (фасонные изделия) из труб методом стыковой сварки можно только для труб, монтаж которых производится методом стыковой сварки. Это, прежде всего, трубы из полиэтилена (ПЭ). Реже – трубы больших диаметров (125 мм и выше) из полипропилена (ПП). И еще реже – трубы из других термопластов. Соединительные детали для раструбной (муфтовой) сварки имеют сложную геометрию свариваемых поверхностей. Независимо от диаметра, их технологичнее производить методом литья под давлением. Фасонные изделия небольших диаметров для стыковой сварки также успешно производятся литьем. Однако с увеличением диаметра трубопровода использование стыковой сварки для производства фасонных изделий становится более выгодным, чем литье под давлением. Например, масса прямоугольного тройника Ø630 мм составляет более 100 кг. Термопласт-автомат с таким объемом впрыска стоит огромных денег, для тройника Ø630 мм нужна отдельная литьевая форма, а потребление таких изделий сравнительно невелико. 2 Прямые швыДля больших диаметров (от 315 мм и выше) все фасонные изделия, которые можно сделать из трубы, изготавливаются на цеховых сварочных машинах (рис.1) методом стыковой сварки. Это отводы, равнопроходные тройники, крестовины и Y-тройники. Отводы для меньших диаметров (рис. 2а) изготавливаются литьем, но из соображений технологичности производства не имеют прямых участков. Поэтому для удобства дальнейшего монтажа литого отвода в полевых условиях необходимо вначале на цеховой сварочной машине (рис. 1) приварить к такому полуфабрикату патрубки удобоваримой длины (рис. 2б).
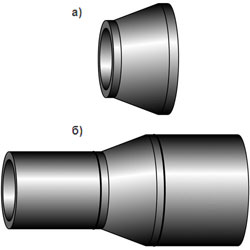
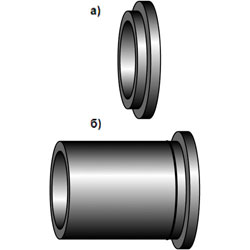
Бурты под фланец (рис. 3а) и редукционные муфты (рис. 4а) для любых диаметров производятся в виде полуфабрикатов, почти без прямых участков. Причина – даже не в экономии материала, а в упрощении и удешевлении конструкции литьевой формы. К этим полуфабрикатам также перед монтажом необходимо приварить прямые патрубки (рис. 3б и 4б).
Приварка патрубков ко всем вышеперечисленным литым фасонным изделиям осуществляется обычным прямым стыковым сварным швом (см. «Технологию стыковой сварки»). Единственное отличие от традиционной «полевой» стыковой сварки – в способе фиксации литого фасонного изделия. Для фиксации буртов под фланец используют т.н. фланцедержатель (рис. 5). Подвижные фиксаторы фланцедержателя позволяют закрепить бурт за его наружную поверхность, диаметр которой жестко не нормируется. Литые редукционные муфты, отводы и любые прочие фасонные изделия с коротким прямым патрубком или вообще без него зажимаются в специальный узкий хомут (рис. 6). При необходимости в узкий хомут вставляются сменные редукционные вкладыши необходимого диаметра.
|