|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
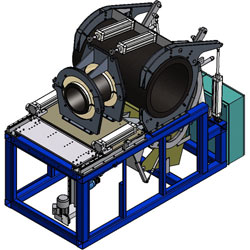
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 7 Неравнопроходные тройникиНеравнопроходные тройники чаще всего изготавливают путем приварки редукционной муфты к одному из патрубков обычного прямоугольного равнопроходного тройника. Однако если предполагается большой объем производства неравнопроходных тройников, лучше изготавливать их по другой схеме – как патрубок, приваренный к трубе большего диаметра (рис.29). Для этой цели производятся специальные цеховые машины (рис.30).
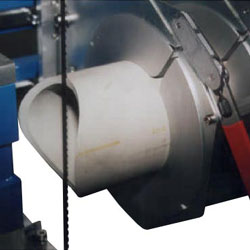
Такая схема производства неравнопроходных тройников менее трудозатратна. Вначале с помощью специальной радиусной ленточной пилы подготавливается профильный вырез на патрубке (рис.31). Затем в большей трубе вырезается отверстие, соответствующее внутреннему диаметру патрубка (рис.32). Затем патрубок приваривается к трубе. Труба и патрубок должны быть сделаны из одного материала и иметь одинаковый SDR.
Современная сварочная машина (рис.30) позволяет вначале закрепить на ней трубу и патрубок, затем специальной фрезой вырезать отверстие в трубе, а затем приварить патрубок к трубе. Все операции выполняются машиной последовательно, без участия оператора. Такое объединение операций и полная автоматизация позволяют добиться точности совпадения оси отверстия и патрубка, а также уменьшить время цикла производства одного неравнопроходного тройника. Технология сварки на такой машине – «контактная сварка встык профильным инструментом». Оптимальные параметры сварочного процесса подбираются отдельно для каждого сочетания диаметров трубы и патрубка, с учетом их SDR, и программируются в блок управления машины. Машина рассчитана на определенный диапазон диаметров трубы и патрубка – например, на приварку патрубков Ø110-315 мм к трубе Ø250-630 мм в различных сочетаниях. Для фиксации патрубков и труб различного диаметра в хомутах машины требуются редукционные вкладыши в хомуты. Кроме того, каждое сочетание диаметров трубы и патрубка требует своего комплекта насадок на нагреватель. Насадки имеют весьма специфическую геометрию, изготавливаются с очень малыми допусками, покрываются тефлоном и стоят приличных денег. Поэтому машина с комплектом оснастки для пары десятков сочетаний диаметров трубы и патрубка обходится в весьма приличную сумму. Тем не менее, при поточном производстве неравнопроходных тройников быстро себя окупает. Как альтернатива дорогому оборудованию, патрубок к трубе приваривают методом экструзионной сварки. Это значительно более трудоемко. Но во всяком случае, угловое соединение стенок трубы и патрубка позволяет подобрать такую глубину сварного шва, которая гарантирует прочность сварного соединения не ниже прочности трубы и патрубка. 8 Размеры и пр. требованияВ настоящее время в России нет государственного нормативного документа, описывающего геометрию фасонных изделий для стыковой сварки пластиковых труб. Предприятия, производящие фасонные изделия, заказывают разработку технических условий (ТУ) индивидуально, под собственные нужды. Популярна также такая услуга, как производство сварных фасонных изделий по техническому заданию (ТЗ) заказчика. ГОСТы описывают только требования к фасонным изделиям, касающиеся безопасности их дальнейшей эксплуатации в составе готового трубопровода. Длина патрубков, используемых для производства сварных фасонных изделий, выбирается из соображений удобства дальнейшего монтажа этих фасонных изделий с помощью существующего полевого сварочного оборудования. Пара вполне очевидных положений для производства сварных фасонных изделий:
Другие требования – согласно нормативным документам, в зависимости от дальнейшего назначения фасонных изделий:
Нормативные документы можно посмотреть здесь. Автор: Жуков Александр Владимирович |