|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
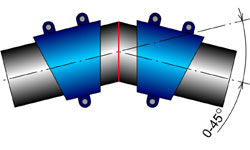
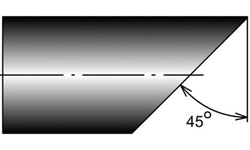
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 3 ОтводыДля производства отводов труба режется на сегменты с помощью цеховой ленточной пилы (рис.7). Угол реза у ленточной пилы регулируется с высокой точностью – стандартно в диапазоне 0-45º, с применением дополнительных принадлежностей – в диапазоне 0-67,5º. Для отводов труба режется под углом α, находящемся в диапазоне 0-22,5º. Затем сегменты свариваются с помощью т.н. поворотных призматических хомутов (рис.8). Каждый из призматических хомутов может поворачиваться на сварочной машине на точно измеряемый угол и фиксироваться в выбранном положении. Призматические хомуты, как правило, включены в базовую комплектацию цеховой сварочной машины.
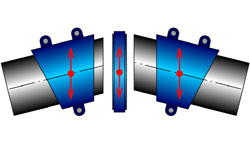
Для того чтобы точно совместить свариваемые поверхности при сварке отвода, оба хомута должны быть повернуты на одинаковый угол α. Тогда угол шва составляет 2α. При производстве отводов сегменты труб свариваются угловыми швами в диапазоне 0-45º (рис. 9). При повороте хомута на угол α площадь свариваемого торца трубы увеличивается в (1/cos α) раз. В связи с этим все усилия прижима труб к сварочному зеркалу и друг к другу, указанные в сварочных таблицах для прямых сварных швов данной трубы, должны быть увеличены в (1/cos α) раз. Как правило, комплект документации цеховой сварочной машины для производства фасонных изделий включает сварочные таблицы для различных углов поворота хомутов. Процесс установки сегментов труб в хомуты сварочной машины не автоматизирован, каждый из сегментов может выступать в зону сварки на разную длину, так что их торцы не совпадут друг с другом. Более того, торец трубы может значительно отклониться от оси вращения торцевателя. В связи с этим на цеховых машинах обязательно предусмотрена возможность поперечного перемещения каждого из хомутов или, как вариант, одного из хомутов и торцевателя (рис.10).
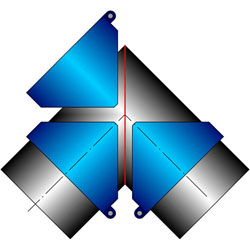
Отводы до 45º, как правило, изготавливают из двух сегментов трубы, сваренных одним швом (рис. 11). Отводы 60º изготавливают из 3 сегментов, сваренных двумя 30-градусными швами (рис. 12). Отводы 90º изготавливают из четырех сегментов с тремя 30-градусными швами или из трех сегментов с двумя 45-градусными швами (рис. 13). Первый вариант более трудоемкий, но предпочтительнее с точки зрения снижения гидравлического сопротивления.
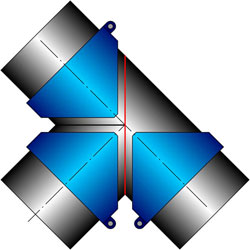
4 Прямоугольные тройникиОснастка для сварки прямоугольных тройников представляет собой 3 одинаковых зажима, предназначенных для сварки угловых швов 90º, и редукционных вкладышей в эти зажимы (рис. 14). Комплект заготовок для производства прямоугольного тройника состоит из трех одинаковых сегментов труб, подготовленных на ленточной пиле (рис.7) – каждый имеет прямой торец с одной стороны и 45-градусный срез с другой (рис. 15).
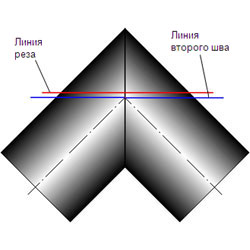
Первым швом свариваются два из трех сегментов (рис. 16). Затем «уголок» сварного изделия отрезается с помощью ленточной пилы. Следует учитывать, что плоскость второго шва пройдет через пересечение осевых линий сваренных труб. Принимая во внимание, что перед сваркой второго шва оба свариваемых изделия нужно будет отторцевать, следует оставить около 1 см (в зависимости от диаметра трубы) для торцовки (рис. 17).
Заключительной операцией полученное изделие сваривается с третьим сегментом трубы (рис. 18). Следует, однако, иметь ввиду, что после отрезки «уголка» сечение изделия деформируется – торцы срезанного первого шва сходятся друг к другу. Это происходит вследствие напряжений, оставшихся в зоне первого сварного шва. Этот эффект тем заметнее, чем выше SDR трубы, т.е. чем меньше толщина стенки по сравнению с диаметром трубы. В результате сечение первого изделия отличается от правильного эллипса и не вполне совпадает с сечением третьего сегмента трубы (рис.19). Для устранения несовпадения первое изделие расклинивают изнутри распоркой, которую вынимают после выполнения сварки.
Так же как и при сварке отводов, угловой шов здесь увеличивает площадь сечения трубы и, соответственно, усилие прижима торцов труб в (1/cos α) раз. В данном случае – в (1/cos 45º≈1,4) раз. В остальном технология сварки ничем не отличается от сварки труб прямыми швами и подробно описана в «Технологии стыковой сварки». |