|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 1 Область применения и нормативная базаТрубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб». Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб. Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось. Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
Устройство аппаратов и спецификации самого нагретого инструмента для сварки враструб регламентированы только немецкими нормами DVS, а именно DVS 2208-1. В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема. Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1). На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» - практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки. Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
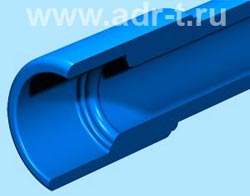
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют. Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми. 2 Сварка и монтаж полипропиленовых труб своими рукамиСобственно, хоть своими руками, хоть руками профессионала, технология сварки одна. Т.е. вопрос в том, как пользоваться паяльником для труб. Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин: половина, на которую с усилием надевается фитинг, называется «дорн», половина, в которую с усилием вставляется конец трубы, называется «гильза». Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно. Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом. По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга. При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
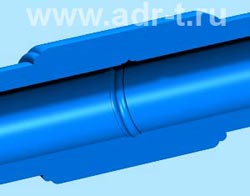
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат. Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм. По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1). Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.
Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения. По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1. Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания. Таблица 1 Технологические интервалы для раструбной сварки полипропиленовых труб и фитингов (согласно DVS 2207-1)
1) Ввиду слишком малой толщины стенки раструбная сварка для этих труб не рекомендуется.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||