|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 7 Подготовка к сварке (для чайников)7.1 Условия свариваемости7.1.1 Одинаковые свариваемы материалыКак и при любом другом способе , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
7.1.2 Чистые свариваемые поверхностиКак и при любом другом способе , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
7.1.3 Естественное остываниеКак и при любом другом способе , остывание сварного соединения должно быть естественным.
ВАЖНО: Остыванию как таковому при сварке с закладными нагревателями придают незаслуженно мало значения. К этому провоцируют сварочные аппараты, которые в конце процесса нагрева отображают сообщение типа «Сварка завершена». Ни в коем случае не следует понимать это буквально, поскольку завершен только процесс нагрева, а остывание еще даже не начиналось. В этот момент полиэтилен на границе трубы и фитинга находится в вязко-текучем состоянии (см.п.4.1), и ему еще предстоит отдать накопленное тепло глубоким слоям трубы и фитинга, и только после этого – в воздух. Ни в коем случае не прилагайте нагрузок к сварному соединению до его остывания хотя бы до температуры 40-45°C. Особенно важно – не прилагайте нагрузок к закладным деталям комбинированных фитингов. 7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек7.2.1 Набор необходимых принадлежностейКроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
7.2.2 Обрезка и очисткаПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Избегайте заметной овальности труб. Овальность труб вычисляется как
(De max - De min)/Dn x 100%, где:
De max – максимальный наружный диаметр, De min – минимальный наружный диаметр, Dn – номинальный диаметр трубы. Если овальность вызвана тем, что ПЭ труба поставлялась в бухте, рекомендуется размотать трубу за сутки до укладки и сварки, это уменьшит овальность и несколько распрямит трубу. Овальность перед сваркой не должна превышать 1,5%. В противном случае следует применять специальные зажимы для исправления овальности или позиционеры с жесткими хомутами. Предварительно очистите концы ПЭ труб от грязи и пыли. Затем маркером отметьте участок, который необходимо очистить скребком (см.рис.35). Длина этого участка должна быть на 10 мм больше глубины проникновения трубы в фитинг. Если полиэтиленовый фитинг имеет внутренний ограничитель, то глубина проникновения определяется как расстояние от ограничителя до наружного среза фитинга. У некоторых соединительных муфт внутреннего ограничителя нет, тогда глубина проникновения определяется как половина длины соединительной муфты.
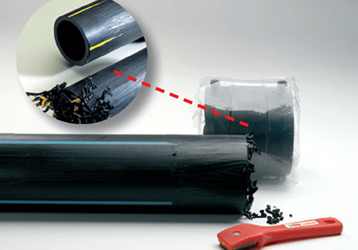
Очистите наружную поверхность трубы от слоя окисленного полиэтилена. В "эконом-варианте" это можно сделать ручным скребком (см.рис.36). Очистка должна быть равномерной, на глубину около 0,1 мм для ПЭ труб диаметром до 63 мм и около 0,2 мм для ПЭ труб диаметром более 63 мм. Равномерность очистки можно визуально проконтролировать по равномерности стружки на торце трубы.
Следует, однако, учитывать, что очистка полиэтиленовой трубы ручным скребком - процесс очень трудоемкий и медленный, особенно в случае труб больших диаметров. Представьте себе трубу ∅225 мм. Вы не можете вращать тот конец, который является частью ранее сваренного трубопровода. И поднять трубу на значительную высоту - тоже не можете, поскольку она жесткая и тяжелая. Очистка нижней части трубы ручным скребком производится вслепую, в результате на поверхности трубы остаются неочищенные полосы. Это одна из типичных причин непроваров и последующей разгерметизации ПНД трубопровода. Для обеспечения гарантированной равномерной очистки трубы профессионалы используют механическое приспособление для снятия оксидного слоя (см.рис.37). Кроме гарантии качества, такое приспособление в разы увеличивает скорость работы и, таким образом, снижает ее стоимость.
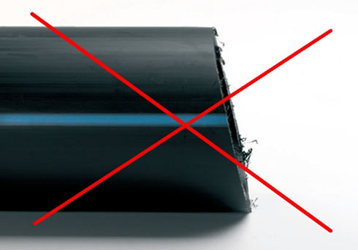
Ни в коем случае не используйте для механической очистки ПЭ труб наждачную бумагу, рашпиль, абразивные круги или ножовочные полотна. Такие способы очистки не удалят слой окисленного полиэтилена, а только поцарапают его (см.рис.38). Это неизбежно приведет к непровару и последующему расслоению трубы и фитинга (см.рис.39).
Электросварной фитинг достаньте из упаковки непосредственно перед сваркой и обезжирьте его внутреннюю поверхность тканью или салфеткой, смоченной обезжиривающим средством (см.рис.40). После этого не касайтесь внутренних поверхностей фитинга пальцами.
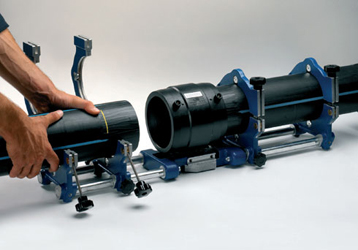
7.2.3 ПозиционированиеИсключительно важно обеспечить соосное расположение фитинга и труб и неподвижность такого расположения в течение всего цикла сварки с закладными нагревателями, включая фазу остывания. Фитинг не должен выполнять функции несущего элемента сборки. Для этой цели используют позиционер (см.рис.42), который помогает:
Овальность ПЭ трубы или перекос трубы относительно электросварного фитинга неизбежно приведут к образованию увеличенного зазора между трубой и спиралью, в результате – к недостаточному нагреву трубы, но к избыточному нагреву и расплавлению фитинга. Расплавленный полиэтилен вытечет через большой зазор наружу (см.рис.43). Еще хуже, если он вытечет внутрь и уменьшит внутренний проход трубопровода.
Второе обязательное условие при позиционировании – труба должна полностью накрывать зону нагрева (закладную спираль) и заходить в холодную зону на существенную длину. В случае с соединительной муфтой торцы труб должны доходить до середины внутренней холодной зоны.
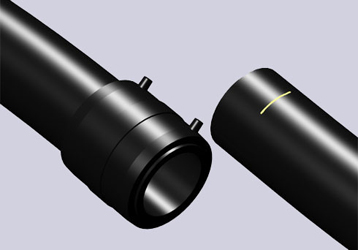
Чтобы быть уверенным, что труба вошла в фитинг на необходимую глубину (не больше и не меньше), предварительно отметьте маркером глубину проникновения трубы в фитинг (см.рис.46).
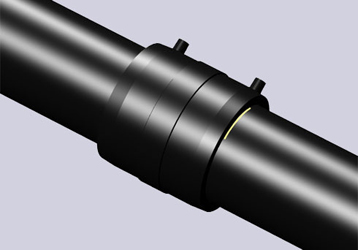
Зафиксируйте одну из труб в хомутах позиционера и наденьте на нее фитинг до отметки (см.рис.47).
В отсутствие позиционера добиться соосного и неподвижного расположения ПЭ труб и ПЭ фитинга можно с помощью подручных предметов (см.рис.49).
В случае ремонта поврежденного ПНД трубопровода свариваемые трубы, как правило, не допускают осевого перемещения, но могут отгибаться. В этом случае полиэтиленовый фитинг (соединительную муфту) надевают вначале на одну из труб на всю длину (см.рис.51). А затем, после соосного расположения труб, передвигают на вторую трубу до метки (см.рис.52).
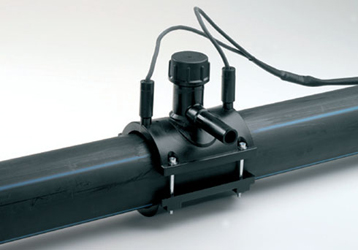
Подключите разъемы сварочных проводов к контактам фитинга (см.рис.53).
На этом подготовка к сварке закончена. Далее следуйте инструкции к аппарату для сварки с закладными нагревателями. 7.3 Подготовка для седелок7.3.1 Набор необходимых принадлежностейДля приварки полиэтиленовой седелки с отводом к полиэтиленовой трубе потребуются (см.рис.54):
Если седелка не имеет встроенной фрезы, потребуется ключ с насадкой-фрезой соответствующего диаметра (см.рис.55).
7.3.2 ОчисткаОпределите будущее расположение электросварной седелки и маркером отчертите на трубе ее периметр (см.рис.56).
Механическая очистка скребком и обезжиривание свариваемой поверхности трубы производится так же, как и в случае сварки соединительных муфт, отводов и тройников (см.рис.57). Свариваемая поверхность седелки обезжиривается тканью или салфеткой, смоченной обезжиривающей жидкостью (см.рис.58).
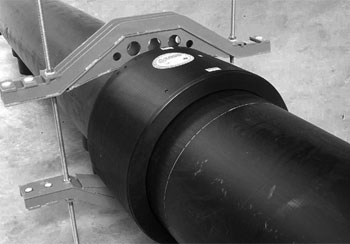
7.3.3 ПозиционированиеУстановите электросварную седелку на трубу, вставьте болты с шайбами, наденьте на болты прижим седелки и наживите гайки на болты. Выровняйте седелку по очищенной поверхности трубы и затяните болты (см.рис.59). Затем подключите сварочные провода к электроконтактам седелки (см.рис.60).
На этом подготовка к сварке закончена. Далее следуйте инструкции к аппарату для сварки с закладными нагревателями. 7.3.4 Сверление отверстия в трубеПосле остывания сварного соединения отвинтите крышку седелки. Если седелка имеет встроенную фрезу, вставьте ключ для фрезы (см.рис.61) и вращайте по часовой стрелке до полной перфорации стенки трубы. Этот момент будет заметен по резкому снижению усилия вращения ключа. Для уверенности поверните ключ еще на 2 оборота. Затем вывинтите фрезу против часовой стрелки до упора.
Если электросварная седелка не имеет внутренней фрезы, высверлите отверстие в трубе ключом с насадкой-фрезой. Диаметр фрезы выбирайте несколько меньше диаметра внутреннего отверстия седелки. После сверления отверстия плотно навинтите крышку седелки, предварительно убедившись в наличии внутреннего резинового уплотнительного кольца (см.рис.62).
Автор: Жуков Александр Владимирович |