|
ADR-T.RU
оборудование для сварки пластмасс
и монтажа коммуникаций |
|
 |
Оборудование лучших производителей
для каждой технологии
|
- О компании
- Новости
-
Продукция
- Раструбная (муфтовая) сварка пластиковых труб и фитингов
- Стыковая сварка пластиковых труб и фасонных изделий
- Производство фасонных изделий (фитингов) из пластиковых труб
- Электромуфтовая сварка, сварка труб электромуфтами
- Контактно-стыковая сварка пластиковых листов
- Клиновая сварка полимерных листов и пленок
- Фены строительные и промышленные
- Сварочные экструдеры для сварки листов, пленки, профилей, труб
- Алмазное сверление (бурение) отверстий в бетоне, камне
- Оборудование для алмазной резки кирпича, бетона, железобетона, камня
- Как купить
- Аренда
- Поддержка
- Поставщики
- Словарь

|
Авторство и авторские права на статью принадлежат компании «АДР-Технология»
При использовании материалов – обязательна активная ссылка на www.adr-t.ru 6.4 Обновление присадочного материала При первом включении привода сварочного экструдера после разогрева необходимо полностью обновить материал в экструзионной камере, даже если сварка будет проводиться таким же материалом. Старый материал уже был нагрет и получил т.н. термошок. Повторный нагрев и связанный с ним дополнительный термошок еще более снижает прочностные характеристики материала. Для обновления присадочного материала в экструзионной камере включите привод сварочного экструдера прямо на подставке. Заправьте новый присадочный материал и дайте экструдеру поработать, пока из сварочного башмака не начнет выдавливаться чистый новый материал, без примесей старого. 7 Выполнение сварки ручным экструдером
|

 |  |
| Рис. 28 Контроль положения экструдера при сварке шва K-типа | Рис. 29 Контроль положения экструдера при сварке шва V-типа |
Кроме этого, нужно выбрать оптимальное усилие прижима сварочного башмака к зоне сварки и постоянно его поддерживать. Усилие прижима должно быть достаточно большим, чтобы присадочный материал не выдавливался из-под зон опоры.
С другой стороны, чрезмерное усилие прижима может задержать движение сварочного экструдера и заставить присадочный материал течь через зазор в корневом слое. Кроме того, при слишком медленном движении экструдера из-за чрезмерного прижима слишком большое количество присадочного материала выдавливается с задней стороны сварочного башмака, и сформированный готовый шов имеет слишком выпуклую форму. Помимо бессмысленно повышенного расхода присадочного материала, это приводит к еще одному отрицательному результату – при остывании слишком объемного шва, особенно при низких температурах воздуха, могут возникнуть серьезные перепады температуры между наружными и внутренними слоями шва. Перепады температур приводят к внутренним напряжениям, ослабляющим сварной шов.
7.1 Прерывание или завершение работы
Если необходимо сделать перерыв в работе, поставьте сварочный экструдер на подставку. Если предполагается продолжительный перерыв (30-40 мин), рекомендуется снизить настройки температуры на 40-50ºС. Такое снижение, с одной стороны, прекратит термическое разрушение (термошок) присадочного материала в эуструзионной камере, а с другой стороны – позволит по окончании перерыва быстро выйти на рабочий температурный режим.
Внимание! Если сварочный экструдер получает воздух от внешнего источника, проследите, чтобы в течение всего перерыва воздух подавался в экструдер.
По окончании работы – также поставьте сварочный экструдер на подставку. Выключите нагрев воздуха и нагрев экструзионной камеры, ни в коем случае не выключая подачу воздуха:
- Если сварочный экструдер оборудован комплектным термофеном (т.е. встроенным нагнетателем воздуха), не выключайте экструдер из сети питания до полного остывания.
- Если сварочный экструдер получает воздух от внешнего источника, шнур питания экструдера можно выключить из сети. Не выключайте подачу воздуха до полного остывания экструдера.
Сварочный экструдер можно считать остывшим, когда рука выдерживает температуру воздуха, выходящего из сопла предварительного нагрева. Теперь можно отключить подачу воздуха.
8 Свойства сварных соединений
8.1 Структурная прочность сварных соединений
Внутренние и внешние трещины, так же как и разница в толщине стенки, отрицательно влияют на прочность сварного шва. После экструзионной сварки в сварном шве всегда присутствует некоторая неоднородность материала и внутренние напряжения, которые уменьшают структурную прочность материала.
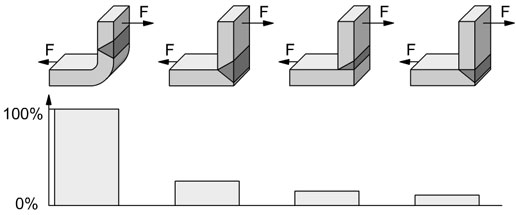 |
| Рис. 30 Сравнительная прочность угловых соединений |
На рис.30 показаны угловые сварные соединения четырех различных исполнений. На диаграмме структурной прочности видно, что в общем случае угловые соединения с прямым углом имеют меньшую прочность на изгиб, чем закругленные углы со сварным швом вне места изгиба. Закругленные детали отличаются лучшим распределением нагрузки, что приводит к структурной прочности до 10 раз выше, чем у угловых сварных соединений с прямым углом.
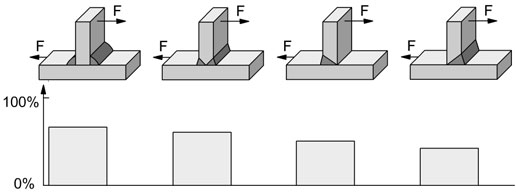 |
| Рис. 31 Сравнительная прочность тавровых соединений |
Тавровые соединения с односторонним сварным швом (рис.31) показывают значительно худший результат, чем те же соединения с двусторонним швом. Важно, чтобы деталь, которая при эксплуатации будет подвергаться растягивающим нагрузкам, не имела трещин и царапин. Закругление сварных швов благоприятно влияет на структурную прочность, улучшая распределение нагрузки.
Сварные соединения, показанные на рис.32, подвергаются растяжению. В зоне сварного шва возникают растягивающие и сдвиговые нагрузки.
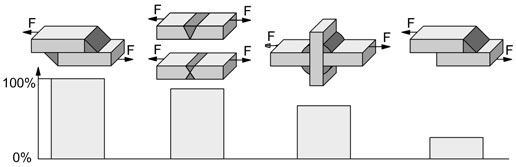 |
| Рис. 32 Сравнительная прочность плоских соединений |
При односторонней экструзионной сварке внахлест в зоне шва, кроме растягивающих и сдвиговых нагрузок, возникает изгибающий момент. Структурная прочность очень низкая, т.к. распределение нагрузок неравномерное. Если соединение внахлест проварено с двух сторон, структурная прочность соединения выше.
V-образный сварной шов с финишной обработкой отличается высокой структурной прочностью, т.к. распределение нагрузки не затруднено, а эффект царапин и трещин сведен до минимума.
Те же закономерности справедливы и для крестового соединения.
Важно! При экструзионной сварке двух листов встык односторонним (V-образным) или двусторонним (X-образным) швом прочность сварного соединения составляет не более 80% прочности свариваемых листов. Это лучший результат, чем при использовании технологии сварки горячим воздухом с применением присадочного прутка (не более 60%), но хуже, чем при стыковой сварке нагретым инструментом (100%). Поэтому, например, для монтажа напорных трубопроводов из термопластов экструзионная сварка не применяется.

